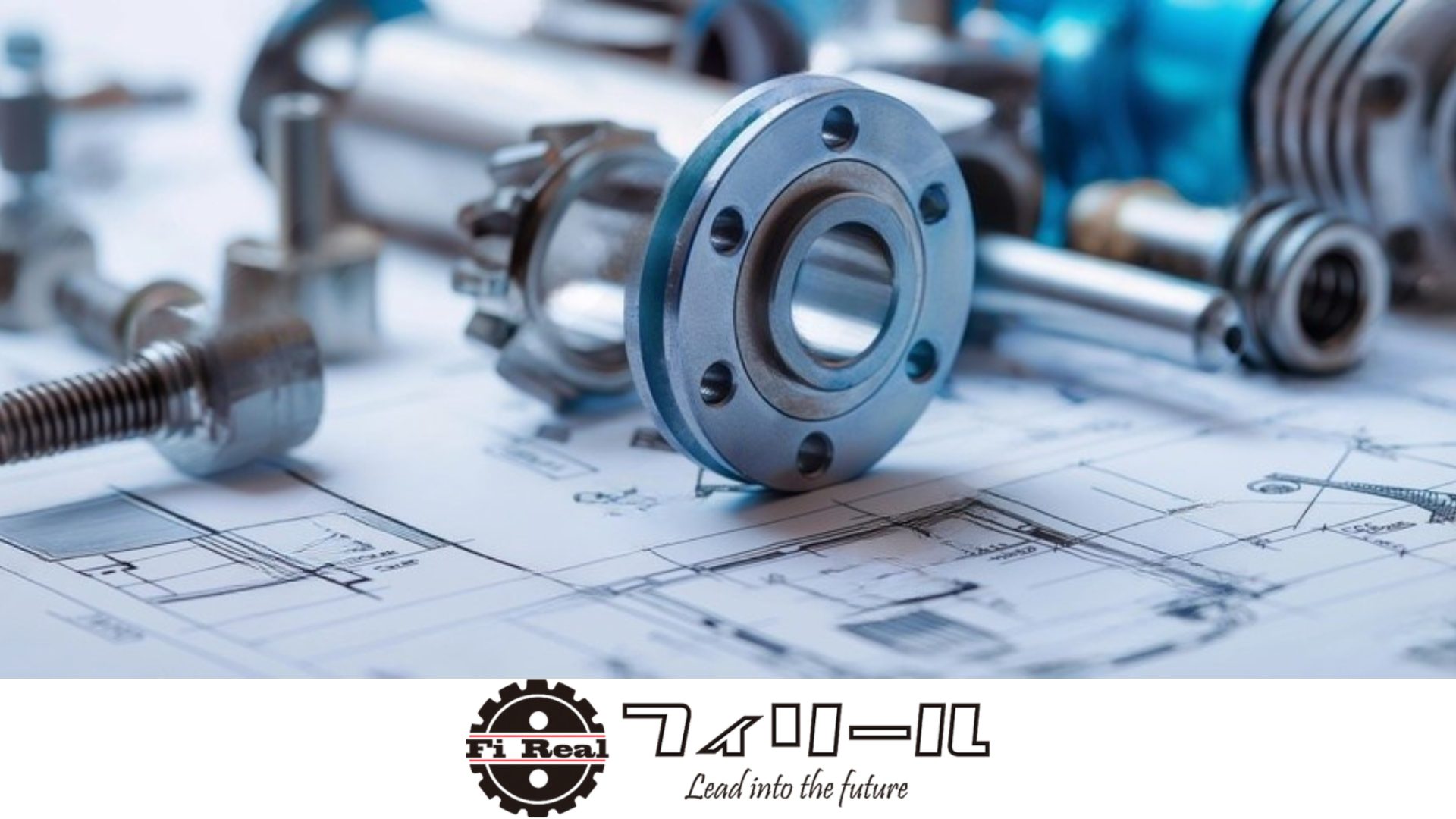
フランジとは何か?:形状の種類と用途を徹底解説
フランジの基礎知識と正しい選び方 ─ 気密不良・選定ミス・加工コストの課題を現場経験から解説 ─
フランジは、配管や機械装置の接続において「漏らさない・外さない・点検しやすくする」という3大使命を持つ極めて重要な部品です。しかし、実際の加工現場では「シール面の面粗度不足による微細なリーク」や「ボルト締結による歪み」といった、設計値だけでは測れないトラブルが頻発します。
本記事では、フランジの基本的な定義から、用途に応じた最適な形状の選び方、そして品質を左右する加工プロセスの勘所まで徹底解説します。購買担当者が図面から読み取るべきリスクと、コストを抑えつつ高精度を実現する発注のポイントを網羅しました。
フランジとは何か?配管接続の「要」としての基礎知識
フランジ(Flange)とは、管や軸などの端部につけられた「つば」状の部品です。単に部品を繋ぐだけでなく、ガスケットを挟み込んでボルト締結することで、高圧環境下でも確実な密封性(シール性)を確保する役割を担います。
用途や圧力条件によって、JISやANSIといった規格ごとに多様な種類が使い分けられています。
| 種類 | 接続方式 | 特徴 | 主な用途 |
|---|---|---|---|
| 丸フランジ(SOP) | 差し込み溶接 | 最も汎用的で安価 | 一般水配管、低圧ライン |
| ウェルドネック(WN) | 突合せ溶接 | 強度・耐圧性が最高 | 高圧蒸気、石油プラント |
| ソケット溶接(SW) | 差し込み溶接 | 小径管でも高い剛性 | 高圧小口径配管 |
| ラップジョイント(LJ) | 遊嵌形 | フランジが回転可能 | SUS配管のコストダウン |
フランジは「締めて終わり」ではありません。特に大型の丸フランジは、加工後の残留応力によって、ボルト穴を開けた後にわずかに反りが発生することがあります。これがシール不良の隠れた原因になります。
フランジ接続で発生しやすい現場トラブル
図面通りの寸法であっても、現場での組み立てや運用中に以下のようなトラブルが発生することがあります。
① シール面(ガスケット座)の気密不良
最も多いトラブルが流体漏れです。原因は単なる締め付け不足ではなく、旋盤加工時の送り目(ツールマーク)が粗すぎることにあります。特にRF(Raised Face)形状では、溝の深さが指定公差外になるとガスケットが馴染みません。
- プラントの緊急停止(数千万単位の損失リスク)
- 有毒ガス・危険物の漏洩による二次災害
- ボルトの再研磨・再加工による納期遅延
- 現場でのガスケット交換作業コストの増大
私たちは、シール面の面粗度を単に数値で追うだけでなく、「同心円状の加工目」が均一であるかを目視と触診で厳格に管理しています。
② ボルト穴のピッチずれと嵌合不良
対向するフランジとボルト穴が合わないトラブルです。原因は以下の通りです。
- PCD(ピッチ円直径)の加工精度不足
- 大型フランジの加工熱による熱膨張の計算ミス
- 溶接時の熱歪みによるフランジ面の傾き
③ 腐食・電蝕による寿命低下
異なる金属(例:炭素鋼とステンレス)を接続した場合、電位差により接合部から腐食が進行します。特に「隙間腐食」はボルト締結部から発生しやすいため、材料選定と表面処理が重要です。
加工職人が重視するフランジ製作のポイント
精密なフランジを作るためには、単なる旋盤加工以上の配慮が必要です。
ポイント① シール面の仕上げ精度(セレーション加工)
ガスケットの種類に応じて、シール面にはあえて微細な凹凸をつける「セレーション加工」を施す場合があります。
スパイラル状の送り目ではなく、同心円状の仕上げ(フォノグラフ仕上げ)を要求される場合、チップのノーズRと送り速度を計算し、ガスケットが最も「噛み込む」粗さを1発で出すのが職人の腕の見せ所です。
ポイント② 座面(ボルト締結部)の平行度
フランジ面と裏側の座面が平行でないと、ボルトを締めた際に片締めになり、フランジが歪みます。
| 形式 | FF(フラットフェイス) | RF(レイズドフェイス) |
|---|---|---|
| 密閉性 | 中(低圧用) | 高(高圧用) |
| 加工難易度 | 低 | 中(段付き加工が必要) |
| 歪み耐性 | 高い(全面当たり) | 注意が必要(局所荷重) |
ポイント③ 材質に応じた熱処理のタイミング
ステンレス鋼(SUS304等)の場合、加工硬化が激しいため、荒加工後に一度応力除去(アニール)を行うことで、最終仕上げ後の経時変化を防ぐことができます。
フランジ加工(SUS304/SS400)の代表的な加工条件
加工の安定性は条件設定で決まります。以下はあくまで目安ですが、フィリールの現場でもベースラインとしている数値です。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度(SUS304) | 120〜150 m/min | 180〜220 m/min | 超硬チップ使用時 |
| 送り速度 | 0.3〜0.5 mm/rev | 0.05〜0.15 mm/rev | シール面は特に低速で |
| 切り込み量 | 2.0〜4.0 mm | 0.2〜0.5 mm | 取り代の均一化が重要 |
| 工具材質 | CVDコーティング超硬 | PVDコーティング超硬 | 耐熱性・鋭さを重視 |
| クーラント | 水溶性(高圧) | 水溶性(霧状) | 刃先冷却を徹底 |
実際にはワークのチャッキング(掴み)剛性によって、この条件でも「ビビリ」が発生します。特に薄肉のフランジでは、専用の治具を作製して歪みを抑えるのが現場の常識です。
フランジを外注する際のチェックポイント
「安さ」だけで選ぶと、後々のリーク対策で高くつくのがフランジ外注の罠です。精密加工の外注選定についてはこちらも参考にしてください。
確認① シール面の検査体制
ノギスやマイクロメーターだけでなく、表面粗さ計を用いた定量的評価を行っているか確認してください。感覚に頼る検査は、高圧ラインでは通用しません。
確認② 追加工・表面処理の一貫対応
旋盤加工後のボルト穴開け(マシニング)、さらには錆止め塗装やメッキまで一括で受けられる会社を選ぶべきです。別業者に回すたびに「原点のずれ」や「打ち傷」のリスクが増えます。
確認③ 海外調達ルートの有無
規格品や量産品の場合、国内製作に固執するとコストが跳ね上がります。「図面は日本で管理し、製作は海外で行う」といった柔軟な供給体制を持つ外注先が、今の購買担当者には求められています。
特殊な流体や高圧で使用する場合、いきなり本番発注せず、まずはシール面のサンプル加工や1個からの試作を依頼し、実機での気密試験を行うことを推奨します。
よくあるご相談(FAQ)
フィリールにお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- フランジは単なる接続部品ではなく「気密保持の生命線」である。
- トラブルの多くは「シール面の面粗度」と「ボルト穴の幾何公差」に起因する。
- 加工には「残留応力への配慮」と「専用治具による歪み防止」が不可欠である。
- 外注先選定では「検査設備の充実度」と「海外調達によるコストメリット」を重視すべきである。
フランジの品質向上の鍵は、数値化できない「職人の仕上げへのこだわり」を、いかに安定した製造システムに乗せるかにあります。
単品の試作から、コストメリットを追求した数千個単位の量産まで、徹底した品質管理のもとでお届けします。
フィリールでは、大阪・名古屋を拠点に全国、そして世界へ。多品種少量から一貫対応できる体制で、貴社のモノづくりをサポートいたします。
お気軽にご連絡ください
多材質・多工程に対応した専門スタッフがご相談をお受けします。
お見積りは無料、通常3営業日以内にご回答します。