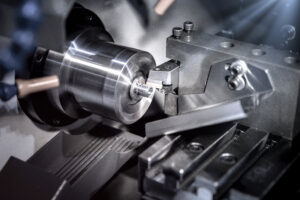
板金加工に欠かせない溶接の基本知識

「板金加工を始めたいけれど、溶接について何も知らない…」そんな悩みを抱えている方はいませんか?溶接は板金加工において欠かせない技術ですが、その重要性や基本的な知識を理解することは初めての方にとっては難しいこともあります。そこで、私たちは「板金加工に欠かせない溶接の基本知識」をお届けします!
本記事では、溶接とは何か、どのように活用されるのか、また溶接の基本的な技術や注意点について詳しく解説します。あなたが板金加工の世界に足を踏み入れるための基礎知識をしっかりと身につけられるよう、分かりやすく説明します。
板金加工に関心のある方、または新たにスキルを身につけたい方にとって、有益な情報が満載です。溶接の世界を一緒に探索し、あなたの技術を次のレベルへ引き上げるための第一歩を踏み出しましょう!
1. 板金加工に欠かせない 溶接とは
1-1. 溶接の基本概念
溶接とは、金属同士を加熱や圧力、またはその両方を使って接合する技術です。接合部に溶加材(フィラー)を使用する場合と、母材同士を直接溶かして結合させる場合があり、さまざまな方法があります。永久接合を目的とした手法で、機械的な強度や気密性、導電性が求められる場面で用いられます。
1-2. 板金加工における溶接の重要性
板金加工では、複数の部材を一体化して構造物や筐体を形成する場面が多く、溶接は欠かせないプロセスです。特に以下のような点で重要です。
- 薄板から中厚板まで柔軟に対応できる
- 高い強度を持つ接合が可能
- 外観を重視した仕上げもできる
- 部品の一体化によるコスト削減や軽量化
構造の信頼性や美観を左右する工程であり、設計と密接に関わる重要な要素です。
2. 板金加工に欠かせない 溶接の種類
2-1. アーク溶接
アーク溶接は、電極と母材の間に発生するアーク放電によって金属を溶融し、接合する方法です。以下の特徴があります。
- 装置が比較的簡便で導入しやすい
- 厚板の溶接にも対応
- 屋外での作業にも強い(手溶接の場合)
代表的な工法に「被覆アーク溶接(SMAW)」があります。
2-2. MIG溶接
MIG溶接(Metal Inert Gas welding)は、溶加材を連続供給しつつ、アークと不活性ガス(アルゴン等)で溶接を行う方法です。
- 高速かつ連続的な溶接が可能
- スパッタが少なく仕上がりが美しい
- アルミニウムやステンレスなど非鉄金属にも適用可
量産や薄板溶接に適しています。
2-3. TIG溶接
TIG溶接(Tungsten Inert Gas welding)は、タングステン電極を使用してアークを形成し、不活性ガスを使用して溶接する方法です。
- 精密な溶接が可能
- スパッタがほとんど発生しない
- 見た目が美しく、仕上がり重視の箇所に適している
薄板や外観部品、非鉄金属の溶接に最適です。
2-4. その他の溶接方法
板金加工においては以下のような特殊溶接も使用される場合があります。
- スポット溶接:薄板同士を点で接合。自動車ボディなどに使用。
- レーザー溶接:高精度で熱影響の少ない溶接が可能。
- プラズマ溶接:深い溶け込みと高品質が特徴。
用途や材質に応じて使い分けられます。
3. 板金加工に欠かせない 溶接のプロセス
3-1. 溶接前の準備
溶接作業を行う前には以下の準備が必要です。
- 接合部の脱脂・清掃(不純物の除去)
- 製品の仮組み・治具固定
- 材料・板厚・目的に応じた溶接条件の設定
- 必要に応じて予熱処理
これらを怠ると品質や強度に大きく影響します。
3-2. 溶接の実施
実際の溶接では以下の点に注意しながら作業を行います。
- アークの安定性やトーチの角度、スピードを管理
- 適切な溶加材の投入
- 熱歪みを抑える工夫(反対側から順に溶接など)
作業者の技術と経験が品質を左右する重要な工程です。
3-3. 溶接後の処理
溶接完了後には、以下のような処理が必要になります。
- スラグの除去(アーク溶接の場合)
- 外観や寸法の検査(溶接ビード、変形など)
- グラインダー仕上げや表面処理(塗装・メッキ前処理)
- 必要に応じた非破壊検査(X線・浸透探傷など)
品質保証のためには、後工程も計画的に行う必要があります。
4. 板金加工と溶接の違い
4-1. 板金加工の定義
板金加工とは、金属の薄板を切断・曲げ・穴あけ・絞りなどの加工を施し、希望する形状の部品を製造する技術の総称です。代表的な加工内容は以下の通りです。
- シャーリング(切断)
- ベンディング(曲げ)
- プレス加工(抜き・打ち抜き)
- 成形(絞り・絞り加工)
量産性に優れ、薄物部品の精密加工に広く使われています。
4-2. 溶接の役割
溶接は、加工した金属部品同士を接合して構造物や筐体を形成する工程です。特に以下のような場面で重要な役割を果たします。
- 部品の組み立て(構造物の一体化)
- 強度確保(ボルト接合に比べ高強度)
- 外観や密閉性が求められる製品への対応
接合後の一体感や耐久性が必要な場面で重宝されます。
4-3. 両者の相互関係
板金加工と溶接は、部品の製造から組立までの流れの中で連携し、以下のような関係性があります。
- 板金加工で作られた部品を、溶接で組み合わせて完成品にする
- 設計段階から溶接を前提とした板金形状が求められる
- 板金加工の精度が溶接作業のしやすさや品質に影響する
つまり、板金加工と溶接は独立した工程ではなく、製造現場で密接に連携しながら機能しています。
5. 板金加工に欠かせない 溶接技術の習得
5-1. 実践的な溶接技術
板金加工の現場では、以下のような実践的な溶接技術が求められます。
- 薄板溶接に特化したトーチワークや熱管理技術
- 歪みを抑えるための溶接順序や冶具の活用
- ステンレスやアルミニウムなど多様な材料への対応
- 手作業・ロボット両方における技術の理解
現場でのトライ&エラーや実務経験が上達の鍵となります。
5-2. 溶接の安全対策
溶接は高温・高電圧を扱うため、以下のような安全対策が不可欠です。
- 遮光マスクや保護具の着用(目や皮膚の保護)
- 火花・スパッタの飛散防止(防炎カーテンや衣服の着用)
- 作業場所の換気(有害ガスやヒュームの除去)
- 電気的安全確保(感電防止、アースの設置)
安全な作業環境の確保が、溶接品質の安定にもつながります。
まとめ
板金加工における溶接は、部品を強固に接合するための重要な技術です。主な溶接方法には、アーク溶接、TIG溶接、MIG溶接があります。それぞれの特性を理解し、適切な材料や条件を選ぶことが、品質の高い仕上がりに繋がります。また、安全対策も欠かせない要素です。