ステンレスの旋盤加工の注意点とポイント ─ 構成刃先・加工硬化・切り屑処理を現場経験から解説 ─
ステンレスの旋盤加工の注意点とポイント ─ 構成刃先・加工硬化・切り屑処理を現場経験から解説 ─
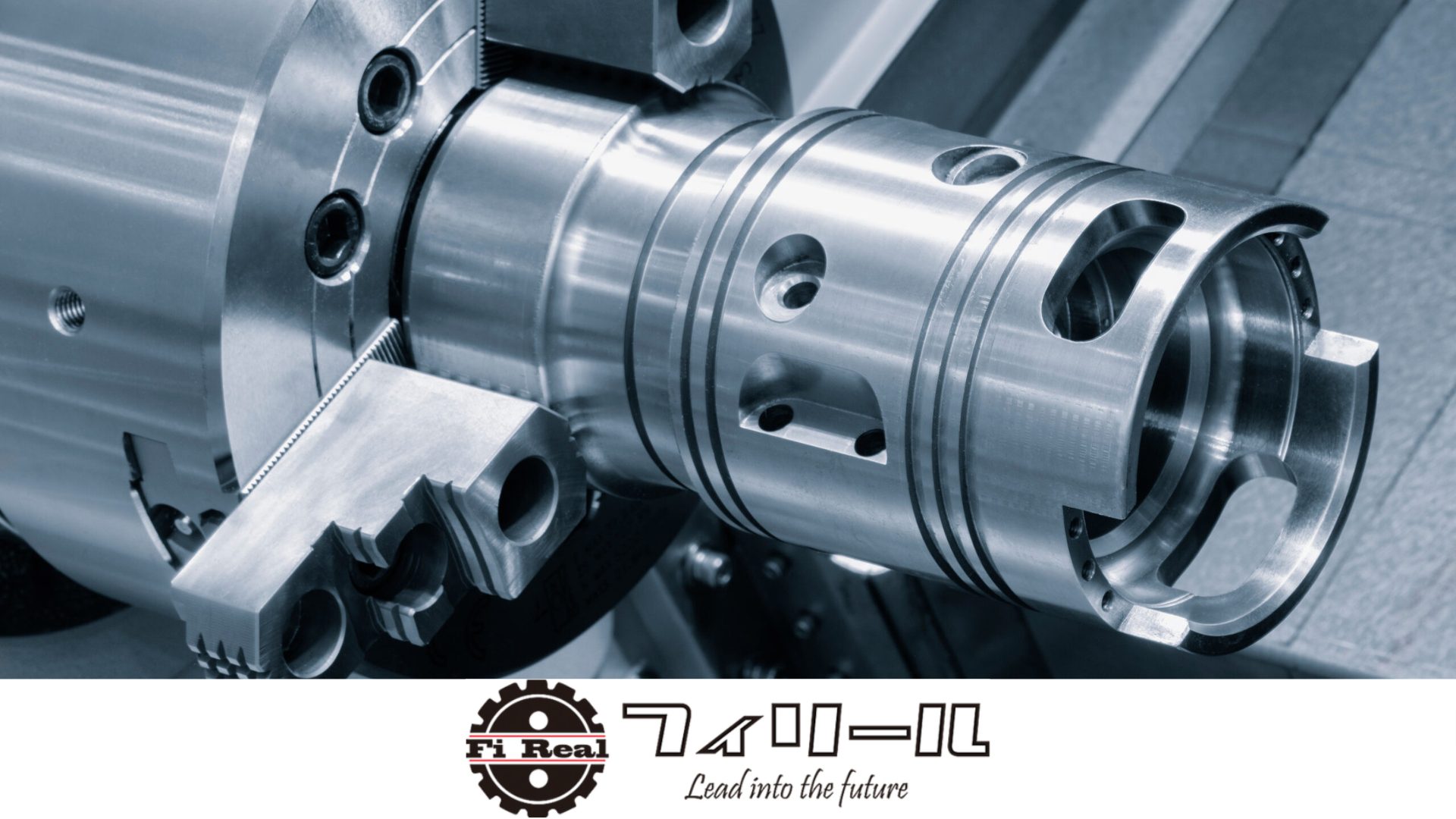
ステンレス鋼は耐食性や強度に優れる一方で、旋盤加工においては「難削材」の代表格として知られています。現場では加工硬化による工具寿命の低下や、粘り気の強さに起因する切り屑の絡まりなど、特有のトラブルが絶えません。
本記事では、ステンレス旋盤加工を成功させるための具体的な切削条件や職人のノウハウを詳しく解説します。最適な外注先選定の基準についても触れておりますので、製品の品質向上とコストダウンを目指す購買担当者様はぜひ最後までご覧ください。
ステンレスの旋盤加工とは何か
ステンレス鋼は、主成分の鉄にクロムやニッケルを含有させた合金鋼です。旋盤加工においては、回転するワークに対して工具を当て、円筒状に削り出す工程を指します。一般鋼と比較して熱伝導率が低く、熱が刃先に集中しやすいため、工具摩耗が進行しやすいのが最大の特徴です。フィリールでも、この熱対策と振動抑制が品質を左右すると考えています。
ステンレス旋盤加工の基本知識についてはこちらでも詳しく紹介していますが、代表的な鋼種ごとの特性を把握することが第一歩です。
| 材料名 | 系統 | 特徴 | 主な用途 |
|---|---|---|---|
| SUS304 | オーステナイト系 | 耐食性に優れるが加工硬化しやすい。最も一般的。 | 厨房機器、プラント配管、ボルト |
| SUS303 | オーステナイト系 | 硫黄等を添加し切削性を向上。精密加工向き。 | 小径ネジ、自動車部品、電子部品 |
| SUS403 | マルテンサイト系 | 焼入れが可能で硬度が高い。磁性がある。 | 刃物、ボルト、タービンブレード |
| SUS430 | フェライト系 | 熱膨張が小さく耐食性も良好。安価。 | 家電製品、自動車装飾、厨房用品 |
削っている最中の「粘り」が一般鋼とは全く違います。特にSUS304などは、切り屑が刃先に溶着しやすく、一度溶着が始まるとあっという間に面粗度が悪化し、工具が破損するリスクがあります。
ステンレス旋盤加工で発生しやすいトラブル
現場で最も頭を悩ませるのが、材料の「物理的特性」からくる不可避な現象です。
① 加工硬化(ワークが硬くなる)
切削時の圧力や熱によって、削り取られた直後の表面が急激に硬化する現象です。切れ味の悪い工具を使い続けると、次のパスで工具が硬化した表面を削ることになり、一気に刃がボロボロになります。
- 工具のチッピング(刃こぼれ)が多発する
- 寸法精度が出ない(反りや逃げの発生)
- 加工時間の増大によるコストアップ
- タップ加工などの後工程での折損リスク
② 切り屑の絡まりと溶着
ステンレスは延性が高いため、切り屑が細かく分断されず、長いリボン状になりがちです。これがチャックや工具に巻き付くと非常に危険です。
発生しやすい条件
- 低速回転での加工(溶着を促進)
- チップブレーカーの選定ミス
- クーラント(切削液)の供給不足
- 送り速度が遅すぎる場合
③ 構成刃先の発生
切削熱によって材料が工具の先端に貼り付き、それが本物の刃のように振る舞う現象です。これが剥がれる際に工具の刃先も一緒に剥ぎ取ってしまうため、致命的なダメージを与えます。
加工職人が重視するステンレス加工のポイント
トラブルを防ぐため、フィリールの職人は以下の3点を徹底しています。
ポイント① 常に「シャープな切れ味」を保つ
加工硬化を防ぐ最大の対策は、材料を「潰す」のではなく「鮮やかに断つ」ことです。ホーニング(刃先の丸み)が小さいポジティブ形状のチップを優先的に選定します。
仕上げ加工であっても、切り込み量を極端に小さくしすぎないことが重要です。硬化した層よりも深く刃を入れ、常に「生の状態」の材料を削るようにパスを組みます。
ポイント② クーラントの狙い撃ち
熱を逃がすために、大量のクーラントを「刃先の食いつき点」に正確に当てる必要があります。
| 特性 | 乾式(ドライ) | 湿式(ウェット) |
|---|---|---|
| 冷却効果 | ほぼなし | 極めて高い |
| 切り屑排出 | エアのみ(不十分) | 液圧で押し流せる |
| 工具寿命 | 極めて短い | 安定して長寿命 |
| 推奨度 | 非推奨 | ステンレス加工では必須 |
ポイント③ 高剛性なクランプと剛性確保
難削材ゆえに切削抵抗が大きいため、少しでもワークの固定が甘いと「ビビリ(振動)」が発生します。
- ワークの突き出し量を最小限にする:振動を抑え、面粗度を安定させます。
- 高圧クーラントの活用:切り屑を強制的に分断・排出させます。
- 超硬ボーリングバイトの使用:内径加工時は剛性の高い工具を選択します。
ステンレス旋盤加工の代表的な加工条件の目安
以下の数値はSUS304を加工する際の一般的な指標ですが、実際の加工では機械の剛性や工具の種類に応じた微調整が不可欠です。試し切りによる音や切り屑の状態確認を最優先してください。
| 項目 | 荒加工 | 仕上げ加工 | 備考 |
|---|---|---|---|
| 切削速度 (m/min) | 100〜150 | 150〜220 | 被膜付超硬チップを推奨 |
| 送り速度 (mm/rev) | 0.15〜0.3 | 0.05〜0.15 | 送りは止めないことが鉄則 |
| 切り込み量 (mm) | 1.0〜3.0 | 0.2〜0.5 | 硬化層を避ける深さを確保 |
| 使用工具 | CNMG系チップ | VCMT/DCMT系 | ブレーカー形状が重要 |
| クーラント | 水溶性(高圧) | 水溶性(高圧) | 油性は引火に注意 |
最新のNC旋盤と旧式の汎用旋盤では、許容できる切削抵抗が全く異なります。また、刃物台のガタつき一つで、同じ数値を入れても結果が180度変わるのが旋盤加工の奥深さであり、難しい点です。
そのお悩み、一度ご相談ください
海外工場との連携により、コストを抑えながら高品質な加工品をご提供。図面をお持ちでなくても概算見積りが可能です。
ステンレス加工を外注する際のチェックポイント
安定した品質と納期を確保するためには、加工会社の「設備」だけでなく「管理体制」に注目する必要があります。フィリールの品質管理体制についてはこちらも参考にしてください。
確認① ステンレス専用のチップ管理がなされているか
鉄と同じチップを流用していると、摩耗が早く品質にバラつきが出ます。材料ごとに最適な材種・ブレーカーを使い分けているかが技術力の指標となります。
- 難削材専用チップの在庫保有状況
- 工具摩耗の管理ルール(定数管理など)
確認② 検査設備が充実しているか
ステンレスは加工後の「経時変化」や「残留応力による歪み」が出やすい材料です。加工直後だけでなく、恒温室等で安定した測定ができる環境が望ましいです。
- 三次元測定機や画像測定器の有無
- 幾何公差の保証能力
確認③ 後工程(熱処理・表面処理)まで一括対応可能か
ステンレスは不動態化処理や電解研磨など、特殊な後工程を伴うケースが多いです。これらを別々に発注すると管理コストが膨らみます。
初めての複雑な形状や高精度が求められる製品の場合、まずは1個からの「試作対応」を依頼し、その際のレポート(実測値)を確認するのが最も確実なリスクヘッジです。
よくあるご相談(FAQ)
フィリールにお問い合わせいただく中で多いご相談をQ&A形式でまとめました。
まとめ
📝 この記事のポイント
- ステンレスは熱伝導率が低く「刃先への熱集中」への対策が必須。
- 加工硬化層を避けるため、切れ味の良い工具で深めに切り込む。
- 切り屑の絡まりを防ぐには、高圧クーラントと適切なブレーカー選定が有効。
- 外注先選びでは、検査設備の充実と一貫対応能力を重視する。
ステンレスの旋盤加工において品質を安定させる鍵は、材料の「粘り」と「熱」をいかにコントロールするかに集約されます。
詳しくは加工外注時のチェックリストもご覧ください。最適な加工条件の見極めは、経験豊かな現場職人の勘とデータに裏打ちされています。
フィリールでは、大阪本社での徹底した品質管理と、海外生産によるコストメリットを両立し、難削材加工の課題解決に尽力しています。試作から量産まで、ステンレス加工のご依頼はぜひ私たちにお任せください。
お気軽にご連絡ください
多材質・多工程に対応した専門スタッフがご相談をお受けします。
お見積りは無料、通常3営業日以内にご回答します。