同軸度の測定方法を徹底解説!
「同軸度の測定方法が知りたいけれど、どこから始めればいいのか分からない……」そんなお悩みを抱えている方はいませんか?そんなあなたのために、今回は「同軸度の測定方法」に関する完全ガイドをお届けします。
このガイドは、以下のような疑問を持つあなたにぴったりです。
- 同軸度とは何か、その重要性を理解したい。
- 同軸度を測定する方法を知りたい。
- 測定を始めるにあたり、必要な知識や道具は何か。
- 測定過程で注意すべきポイントやコツを詳しく知りたい。
同軸度の測定は、製品の品質や性能を保証するために不可欠なプロセスです。正確な測定を行うことで、製品の信頼性を高めることができます。本記事では、同軸度の基礎知識から具体的な測定方法、さらには実際の測定に役立つヒントまで、丁寧に解説していきます。さあ、一緒に同軸度測定の世界に踏み出してみましょう!
同軸度の定義と意味
同軸度とは何か
同軸度とは、2つの円筒または円の軸線がどれだけ一致しているかを示す幾何学的な指標です。特に機械部品において、軸の中心線がどれだけ一致しているかを測るために用いられます。もし2つの部品(例えば、シャフトと軸受け)が完全に同じ軸線を持っていれば、その同軸度は0であり、軸の偏差がないことを意味します。
同軸度の重要性
同軸度は、機械的精度や部品の適切な機能性を保つために非常に重要です。特に回転する部品や高精度を要求される部品では、同軸度の誤差が大きな影響を与える可能性があります。同軸度の誤差が大きいと、振動、摩耗、異常な熱の発生など、部品の寿命を縮める原因となります。
同軸度と同心度の違い
同軸度と同心度の基本的な違い
同軸度と同心度は似た概念ですが、厳密には異なります。以下にその違いを示します。
- 同軸度: 2つの円または円筒の軸がどれだけ一致しているかを示します。例えば、シャフトとその軸受けが回転する際に、その中心がどれだけ一致しているかという点に焦点を当てます。
- 同心度: 2つの円または円筒が共通の中心を持っている度合いを示します。つまり、円の形がどれだけ一致しているかを測る基準です。
それぞれの用途と適用範囲
- 同軸度は、回転機械や精密な軸受けにおいて、部品の整合性を確保するために重要です。例えば、モーターシャフトやタービンの軸などで必要です。
- 同心度は、円形部品が正確に位置合わせされているかを確認する際に重要です。例えば、円筒の加工やバランス調整において重要な役割を果たします。
同軸度 測定方法
同軸度の測定手法の概要
同軸度を測定するためには、円の軸を正確に比較する必要があります。これを行うために、専用の測定機器を使用し、部品を回転させたり、静止させたりしてその誤差を計測します。
一般的な測定方法の詳細
同軸度の測定方法として、主に以下の方法があります。
- コーディネートメジャリングマシン (CMM): 高精度な座標測定装置で、部品の軸線を正確に計測する方法です。これにより、異なる部位の中心軸を比較することができます。
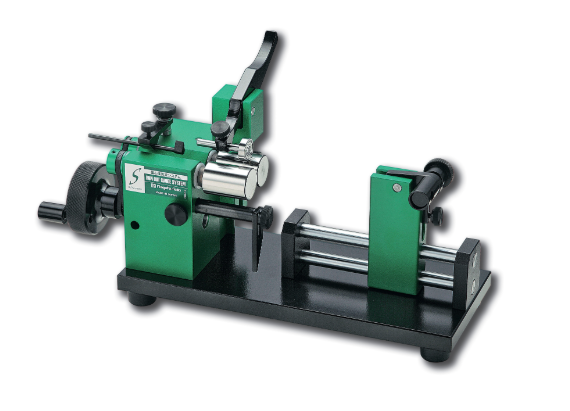
- 円筒測定器: 円筒の外形や軸線を比較するための専用の測定機です。回転軸の偏差を測定するのに有効です。
- ダイヤルゲージ: 部品を回転させて、軸線の偏差を直接測定する簡便な方法です。
測定手法の選び方
測定方法を選択する際には、部品の形状、精度要求、使用する機器の可用性を考慮する必要があります。高精度が要求される場合は、CMMなどの高度な測定機器を使用し、迅速で簡便な測定を求める場合はダイヤルゲージなどを選択することが多いです。
同軸度の測定に必要な機器やツール
測定機器の種類
同軸度の測定にはいくつかの機器が使用されます。主に次のような機器が必要です。
- コーディネートメジャリングマシン (CMM): 高精度な測定を行うための3次元測定機器で、軸線の誤差を詳細に計測できます。部品の複雑な形状や微細な誤差を正確に評価するために使用されます。
- 円筒測定器: 円筒形の部品に対して、外径や軸線のずれを測定するための機器です。回転軸の偏差を計測するために用いられます。
- ダイヤルゲージ: 軸の偏差を測定するためのシンプルで使いやすい機器です。ダイヤルゲージを使用して、部品を回転させながら軸の誤差を確認できます。
- リニアスケール: 高精度な位置測定ができるため、同軸度の測定精度を向上させます。機械の動きと位置をリアルタイムで計測することができます。
必要なツールとその使い方
- ダイヤルインジケーター: ダイヤルインジケーターは、部品の回転時に軸線のずれを示すために使用されます。使用方法としては、部品の回転をチェックしながらインジケーターの針の動きを観察し、同軸度の誤差を測定します。
- ベアリング付きホルダー: 測定対象の部品をしっかりと固定するために使用します。精密な測定を行うために、安定したホルダーを選択することが重要です。
- 測定台: 部品を適切に配置して、測定機器が正確に動作するための台です。水平で安定した台を使用することが推奨されます。
同軸度の測定結果の解釈
測定結果の読み方
同軸度の測定結果は通常、誤差として示されます。例えば、回転軸の中心が理想的な位置からどれだけずれているか、またその誤差がどれくらいの範囲内に収まっているかを確認します。測定結果としては、以下のように表現されることがあります。
- 軸のずれ: 測定値が数ミクロン単位で示される場合があります。精度の高い部品では、誤差が0.01mm以下であることが望ましいです。
- 誤差の範囲: 同軸度の誤差は許容範囲内であるべきです。例えば、標準的な許容範囲が0.02mm以内であれば、それを超える誤差が発生した場合、部品の交換や修正が必要となります。
結果を活用するためのポイント
同軸度の測定結果を活用するためには、以下のポイントを押さえることが重要です。
品質管理への活用: 同軸度の誤差を継続的に監視し、品質管理の一環として使用することが推奨されます。これにより、製造過程での誤差を最小限に抑えることができます。
許容誤差の確認: 測定結果を元に、部品の設計における許容誤差がクリアされているか確認します。業界標準や設計図に基づく許容範囲をチェックすることが重要です。
不良品の特定: 測定結果に基づき、同軸度が基準に満たない場合、原因を特定し、不良品を排除するためのアクションを取ります。機械の調整や再加工が必要になる場合があります。
まとめ
同軸度の測定方法は、主に三つのアプローチがあります。まず、CMM(座標測定機)を使用して精密に測定する方法。次に、レーザー干渉計を利用した非接触測定。ダイヤルゲージを使った手動測定です。各方法の利点や適用場面を理解することで、精度の高い同軸度の評価が可能になります。
このコラムの著者
関連記事
-
 金属加工の外注・見積りなら多品種少量・一貫対応のフィリールへ
金属加工の外注・見積りなら多品種少量・一貫対応のフィリールへ -
大阪でステンレス フライス加工の依頼先をお探しなら─試作対応・一貫加工─フィリールへ
-
ステンレスのフライス加工の注意点と切削油の選び方 ─ 工具損傷・加工硬化・切り屑処理を現場経験から解説 ─
-
ステンレスの旋盤加工の注意点とポイント ─ 構成刃先・加工硬化・切り屑処理を現場経験から解説 ─
-
大阪でステンレス加工を依頼するなら?フィリールが選ばれる理由
-
ステンレスの切削性を改善するフライス加工のポイント|工具摩耗とビビリ対策
-
アルミ旋盤加工の加工条件とは?品質を安定させる重要ポイント
-
アルミ旋盤加工の切削速度とは?最適条件と品質を左右するポイント